 I wanted to experiment with cutting metal on my bandsaw,
so I bought some metal cutting bandsaw blades.
I wanted to experiment with cutting metal on my bandsaw,
so I bought some metal cutting bandsaw blades.
I wanted to experiment with cutting metal on my bandsaw,
so I bought some metal cutting bandsaw blades.
 The problem is that metal cutting bandsaw blades need to run at less than a
tenth of the speed of wood cutting blades. I figured I'd experiment by
making an auxiliary pulley to go on the back of the motor to get an extra
reduction stage. This wooden pulley is from when I experimented with
motorizing the apple grinder.
The problem is that metal cutting bandsaw blades need to run at less than a
tenth of the speed of wood cutting blades. I figured I'd experiment by
making an auxiliary pulley to go on the back of the motor to get an extra
reduction stage. This wooden pulley is from when I experimented with
motorizing the apple grinder.
The flanges have 1" holes in them, but the motor has a 3/4" shaft, so I cut them off on the bandsaw. The pulley was too high to fit between the table and upper blade guide, so I removed the table to make it fit.

 Then screwing on a new flange. I also made a plug to fit in the hole
of the pulley itself, which I later drilled through (in retrospect, maybe
I should have just made plugs for the existing flanges).
Then screwing on a new flange. I also made a plug to fit in the hole
of the pulley itself, which I later drilled through (in retrospect, maybe
I should have just made plugs for the existing flanges).
 Attaching the pulley to the back of the motor. I'm driving
a wood screw into where the key-way for the motor's shaft is to lock
the pulley in place.
Attaching the pulley to the back of the motor. I'm driving
a wood screw into where the key-way for the motor's shaft is to lock
the pulley in place.
 Then attaching a piece of plywood to temporarily mount a second motor on.
Then attaching a piece of plywood to temporarily mount a second motor on.
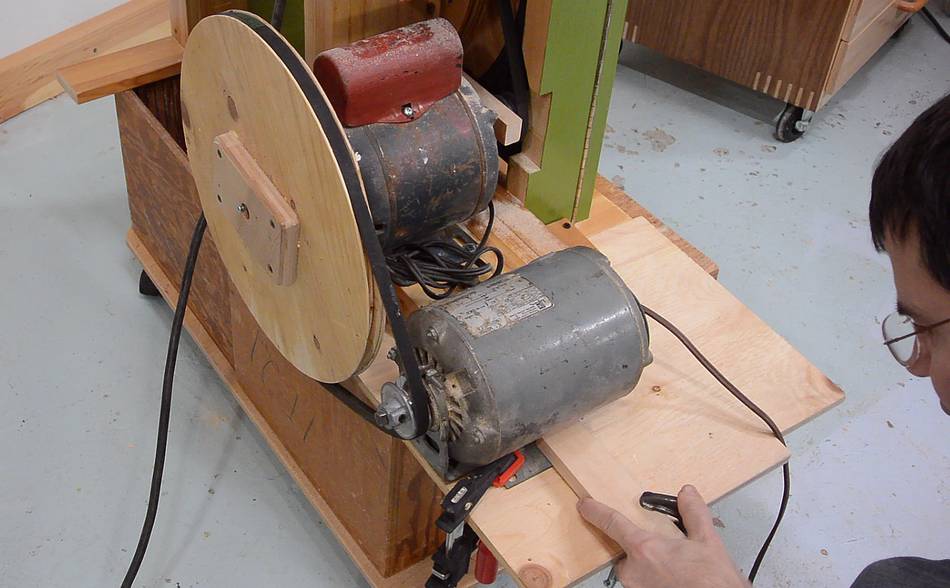 The second motor is a 1/3 hp 1750 RPM motor with a 5 cm pulley, connected to the
35 cm wooden pulley, making for a 7:1 reduction. This passively
turns the main motor at 250 RPM instead of 3500 RPM.
The reduction from this motor to the main pulley is a further
8:1 reduction, for about 31 RPM on the bandsaw wheels. I measured the actual RPM
and worked out the blade speed at 153 fpm (46 meters per minute)
The second motor is a 1/3 hp 1750 RPM motor with a 5 cm pulley, connected to the
35 cm wooden pulley, making for a 7:1 reduction. This passively
turns the main motor at 250 RPM instead of 3500 RPM.
The reduction from this motor to the main pulley is a further
8:1 reduction, for about 31 RPM on the bandsaw wheels. I measured the actual RPM
and worked out the blade speed at 153 fpm (46 meters per minute)
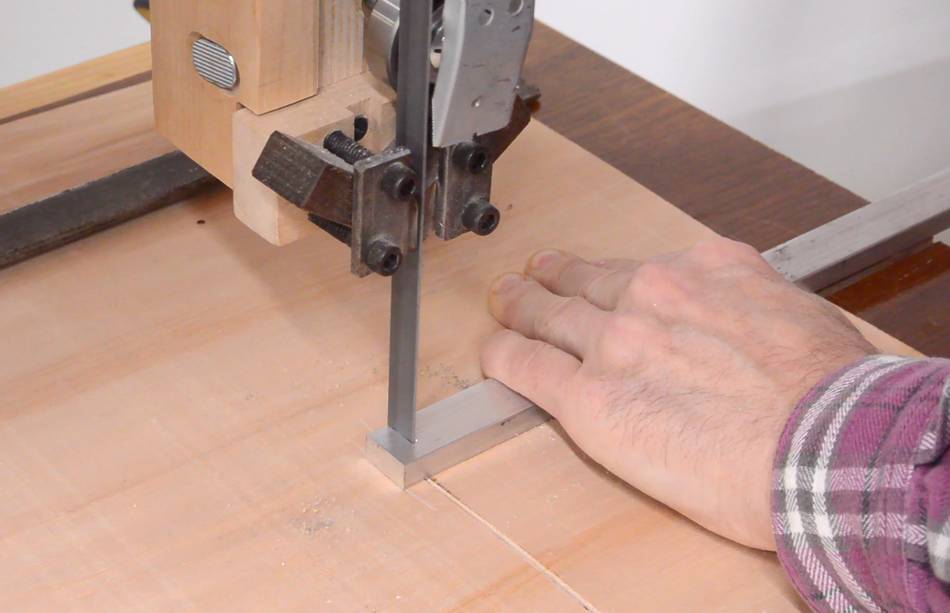
 I didn't want to scratch up the nice wooden table, nor did I want to scratch the
paint on my metal table cover, so I used a warped piece of scrap plywood to
make a temporary cover.
I didn't want to scratch up the nice wooden table, nor did I want to scratch the
paint on my metal table cover, so I used a warped piece of scrap plywood to
make a temporary cover.
 I then tried it out with a 4 mm thick piece of steel. It cut, but as soon as
I pushed it firmly into the blade, the bandsaw stalled.
I then tried it out with a 4 mm thick piece of steel. It cut, but as soon as
I pushed it firmly into the blade, the bandsaw stalled.
 Metal cutting is at a much lower speed, but also needs a lot more torque. The
drive belt to the lower wheel was slipping. I forced the motor a little further
from the lower wheel to add more belt tension. I had this belt at a relatively
low tension before this.
Metal cutting is at a much lower speed, but also needs a lot more torque. The
drive belt to the lower wheel was slipping. I forced the motor a little further
from the lower wheel to add more belt tension. I had this belt at a relatively
low tension before this.
 This time it worked. But the cutting speed seemed awfully slow.
This time it worked. But the cutting speed seemed awfully slow.
 Then trying it with some aluminium, and some other bits of steel.
Then trying it with some aluminium, and some other bits of steel.
 And just for fun, an aluminium beer can. This cut much faster!
And just for fun, an aluminium beer can. This cut much faster!
 When drilling, it helps to oil the drill. But small metal cutting bandsaws
often don't use oil or cutting fluid, but I figured oil couldn't hurt,
as long as I'm not using motor oil (the detergents in motor oil can damage rubber).
When drilling, it helps to oil the drill. But small metal cutting bandsaws
often don't use oil or cutting fluid, but I figured oil couldn't hurt,
as long as I'm not using motor oil (the detergents in motor oil can damage rubber).
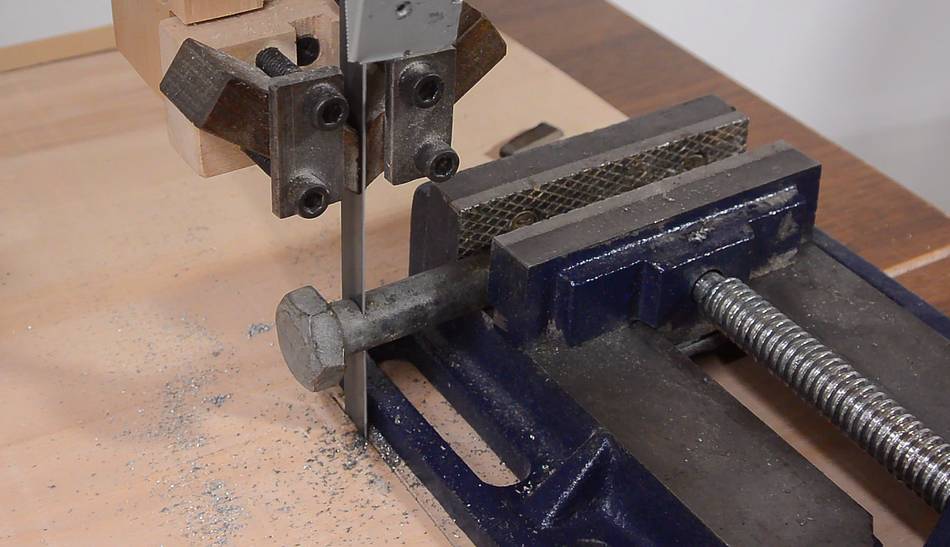 Then cutting through a 9/16" (14 mm) thick bolt. No problem. But slow, 46 seconds.
Then cutting through a 9/16" (14 mm) thick bolt. No problem. But slow, 46 seconds.
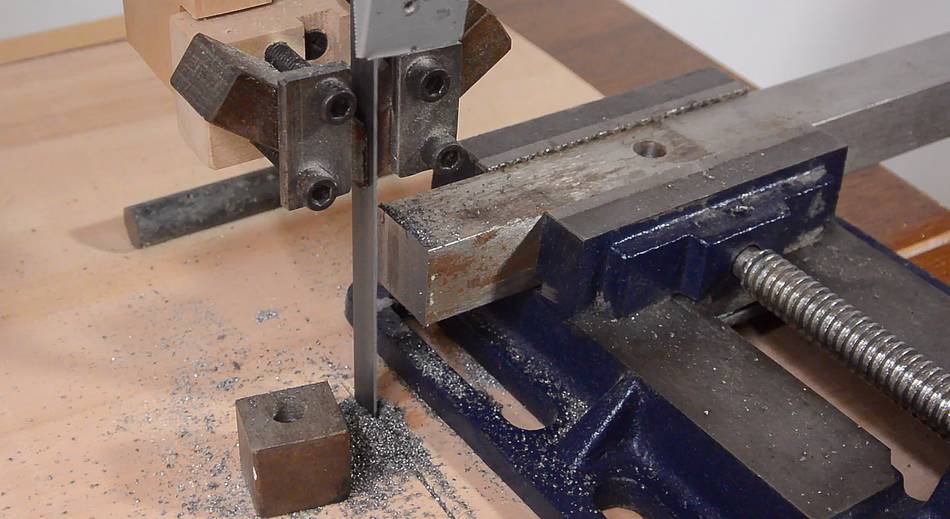
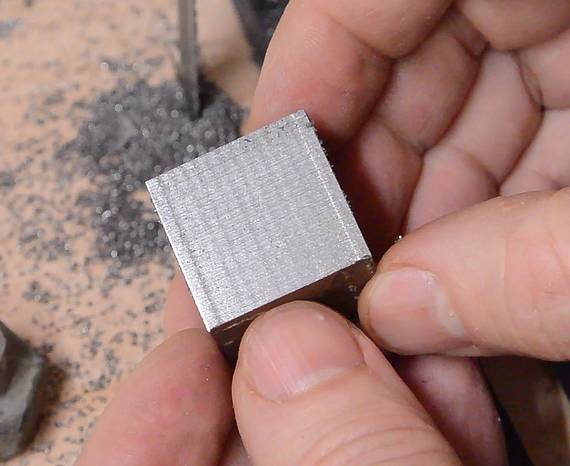 And some 1" (25.4 mm) square stock. No problem, but it took 1:45 (105 seconds).
The cut was very clean though.
And some 1" (25.4 mm) square stock. No problem, but it took 1:45 (105 seconds).
The cut was very clean though.
I then researched blade speeds for portable metal bandsaws, and, given that the blade speed was lower than a lot of these saws, my cutting speed worked out to be proportionally slower.
 Rubber tires on a metal cutting bandsaw are not ideal. I'm sure metal filings can
become embedded in the rubber, though rubbing my hands across the rubber, I
didn't feel any.
Rubber tires on a metal cutting bandsaw are not ideal. I'm sure metal filings can
become embedded in the rubber, though rubbing my hands across the rubber, I
didn't feel any.
 More cutting stuff. this 2 mm thick sheet metal cut much faster!
More cutting stuff. this 2 mm thick sheet metal cut much faster!
 Next I wanted to try the 25 mm wide 3 TPI metal cutting blade that I got from
sawblade.com. But for my saw, this saw blade was welded together "backwards". that is,
if I were to put it on the saw, the teeth would be facing up. This type of blade is
meant for a large horizontal metal cutting bandsaw, and these usually run
counter-clockwise (when looking at the teeth), as opposed to clockwise for most
upright bandsaws. I flipped the blade inside out to remedy this (it took me a
few tries to remember how to do this). There is a plastic protector on the teeth
of the saw, which is why it looks like the blade has a white edge.
Next I wanted to try the 25 mm wide 3 TPI metal cutting blade that I got from
sawblade.com. But for my saw, this saw blade was welded together "backwards". that is,
if I were to put it on the saw, the teeth would be facing up. This type of blade is
meant for a large horizontal metal cutting bandsaw, and these usually run
counter-clockwise (when looking at the teeth), as opposed to clockwise for most
upright bandsaws. I flipped the blade inside out to remedy this (it took me a
few tries to remember how to do this). There is a plastic protector on the teeth
of the saw, which is why it looks like the blade has a white edge.
 Large metal cutting saws run with some sort of cutting fluid. I figured I should add a bit
of oil to the teeth to sort of make up for that. But with the coarse sharp teeth, I couldn't
just hold a rag against them. So I bunched up some paper towel, put oil on it, skewered
it on a screwdriver, and let it spin against the teeth.
Large metal cutting saws run with some sort of cutting fluid. I figured I should add a bit
of oil to the teeth to sort of make up for that. But with the coarse sharp teeth, I couldn't
just hold a rag against them. So I bunched up some paper towel, put oil on it, skewered
it on a screwdriver, and let it spin against the teeth.
 Then cutting the 1"x1" steel again. This time it took 51 seconds,
half the time as before, same blade speed.
Then cutting the 1"x1" steel again. This time it took 51 seconds,
half the time as before, same blade speed.
But with the teeth as coarse as they are, I don't think this sort of blade is designed to cut sheet metal or hollow steel. It's designed to cut large solid chunks of steel into smaller pieces so that they can then be put on a metal lathe or milling machine.
 Just for fun, I cut apart another aluminium can!
Just for fun, I cut apart another aluminium can!
 With the teeth as coarse as they are, I figured the blade should also work fine cutting wood.
But pushing a block of wood against it at the slow (153 fpm) speed, as soon as the teeth grabbed
the wood, it would bind and stall the saw, causing the belt to slip. But once I
changed the speed back to the regular wood cutting speed (2000 fpm), it cut through
the wood just fine.
With the teeth as coarse as they are, I figured the blade should also work fine cutting wood.
But pushing a block of wood against it at the slow (153 fpm) speed, as soon as the teeth grabbed
the wood, it would bind and stall the saw, causing the belt to slip. But once I
changed the speed back to the regular wood cutting speed (2000 fpm), it cut through
the wood just fine.
At 1 mm thick, it's a fairly thick blade, almost as thick as the sawmill blades I tried earlier. So the blade may die from metal fatigue if I use it for wood cutting. Metal fatigue is much more of a problem with wood cutting saws because, at the higher speed, the blade has to bend and unbend many more times. And with metal cutting, the blade only lasts so long. Between the shorter life and lower speed, the metal cutting blade doesn't have to bend and un-bend as much before its used up as wood cutting blade does.
So this bandsaw does work for metal cutting. But I'm not sure if I'll use it for that much in the future. I would need a lot of pieces to cut, and in a way that I couldn't already do with a dry cut metal chop saw, plasma cutter or an angle grinder. But if, for some reason, I needed to cut a 2"x2" solid chunk of metal in half, this saw would be my best option.
If I were to build this saw optimized for metal cutting, I would change a few things however:
1) I'd make the V-belt pulley on the lower wheel almost as large as the wheel itself to get more reduction and more torque.
2) I wouldn't put rubber tires on the wheels
3) I would reduce the maximum cutting height of the saw to maybe 15 cm. This would make the upper guide column shorter, which would make it stiffer
4) I'd change the orientation of the upper thrust bearing to be the same as the lower one, so that the blade runs along the outside edge of the bearing instead of against the face of it. There's a lot of thrust when cutting metal, and the bearing would last longer if it rolled against the back edge (more like what the bearing is designed to do).
It would be a fun challenge to make something equivalent to a large horizontal metal cutting bandsaw out of wood. I'm quite sure it's possible, though the use of water based cutting fluid could be a challenge.
I'm mostly a woodworker, and if my metal working approach is too improvised for you,
I recommend you watch This old Tony
on YouTube instead.
 Belt grinder build (2018)
Belt grinder build (2018) I finally got a metal lathe (2023)
I finally got a metal lathe (2023) Lawn tractor
trailer build (2016)
Lawn tractor
trailer build (2016) Evolution dry cut saw review (2016)
Evolution dry cut saw review (2016) Plasma cutting pantograph (2016)
Plasma cutting pantograph (2016) Making a chip carving knife (2015)
Making a chip carving knife (2015) Making a palm plane (2016)
Making a palm plane (2016) Drilling / milling machine build
Drilling / milling machine build Cheapest DRO and adding graphics
Cheapest DRO and adding graphics Cut any thread pitch on the metal lathe
Cut any thread pitch on the metal lathe Vevor milling table -- can't get no precision!
Vevor milling table -- can't get no precision! Angle grinder
flat cut-off jig
Angle grinder
flat cut-off jig Make angle grinder cutoff disks last 10x longer
Make angle grinder cutoff disks last 10x longer Welding capacitor upgrade (fail)
Welding capacitor upgrade (fail) Grinding a machine taper with an angle grinder
Grinding a machine taper with an angle grinder Metal shearing with chisel and vise
Metal shearing with chisel and vise My 20" bandsaw
My 20" bandsaw Making wood thread taps from threaded rod or bolts
Making wood thread taps from threaded rod or bolts Office chair to welding cart
Office chair to welding cart